工业滤水器 全自动滤水器 自清洗过滤器等 专业生产滤水器 过滤器
咨询销售电话:010-63866346
手机:18910163728 传真:010-63866346

动力系统真空除氧器升温方法的改进
真空除氧器是硫化机硫化升温的主要设备,采用原有升温方法,在开始生产前,真空除氧器升温过程中会产生汽水冲击现象;使用新的改进方法后,升温速度加快,避免了汽水冲击现象。
1、设备简介及工艺流程
我公司硫化动力介质全部由动力站供应,蒸汽从锅炉房供应到动力站现场减压,再进入真空除氧器加热到工艺要求温度,动力内压硫化升温工艺流程见图1。动力站现有一次内压泵2台和二次内压泵4台,规格型号见表1。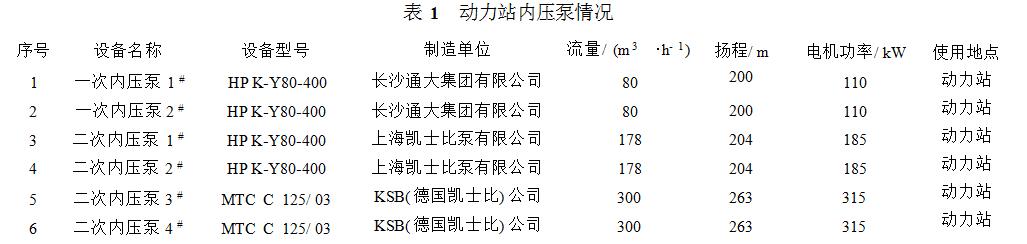
2、原有真空除氧器升温方法分析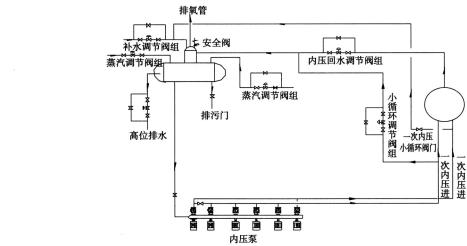
轮胎硫化是轮胎生产过程中后一个环节,真空除氧器升温方法决定了硫化升温时间的长短和是否有汽水冲击现象产生。我公司供汽总压力1.45MPa,现场通过减压达到真空除氧器供汽压力0.85MPa,真空除氧器供水温度177℃。真空除氧器开始升温,16~100℃期间真空除氧器会产生汽水冲击现象,100~177℃需要升温时间30min。
为保证硫化管道检修,管道泄空后,真空除氧器、内压管道加满软化水后再加蒸汽,升温时间加上水时间累计达到4h,加蒸汽1.5h期间出现汽水冲击现象(管道振动、真空除氧器晃动),如真空除氧器高位排、安全阀失效,将导致除氧头或真空除氧器封头打开,造成安全事故。
在真空除氧器升温过程中,硫化现场的一次内压水和二次内压水因不循环还会导致头两次轮胎硫化升温速度慢。
真空除氧器如在700mm水位补水,蒸汽加热升温时,软化水受热体积增大,蒸汽进真空除氧器产生的冷凝水导致真空除氧器水位增高,蒸汽无法进入真空除氧器,真空除氧器温度无法升温,同时蒸汽管道汽水冲击明显,需要泄掉部分真空除氧器热水,蒸汽才可通入,造成软化水和蒸汽的浪费。
3、真空除氧器改进方案
针对以上问题和隐患,在升温过程中采取了以下改进办法。
1、铺设一次内压回真空除氧器循环管和二次内压供回水串联管,6条硫化支沟供水管末端加泄水阀。
2、管道泄空后,真空除氧器直接通入0.85MPa蒸汽,6条硫化支沟的一次内压循环泵、二次内压循环泵打开。
3、6条硫化支沟供水管末端泄水阀直到有蒸汽排出,关闭泄水阀。
4、真空除氧器通过0bar罐补软化水,进真空除氧器的软化水直接升温到177℃,达到真空除氧器供水温度,等真空除氧器水位达到700mm启动二次内压泵循环,水位下降至150mm,停止二次内压循环泵,水位达到700mm后再次启动内压循环泵,等真空除氧器水位稳定在400mm时,硫化车间可以开始硫化,升温速度可以提高1倍,升温时间仅需2h。